-
Courriel
liuzhao_52@sina.com
-
Téléphone
13944198300
-
Adresse
Salle 805, bloc 3, bloc B, Centre d'affaires international, 36, route de la libération, Changchun, Province du Jilin
Catégories de produits
Changchun garing Équipement électromécanique Co., Ltd


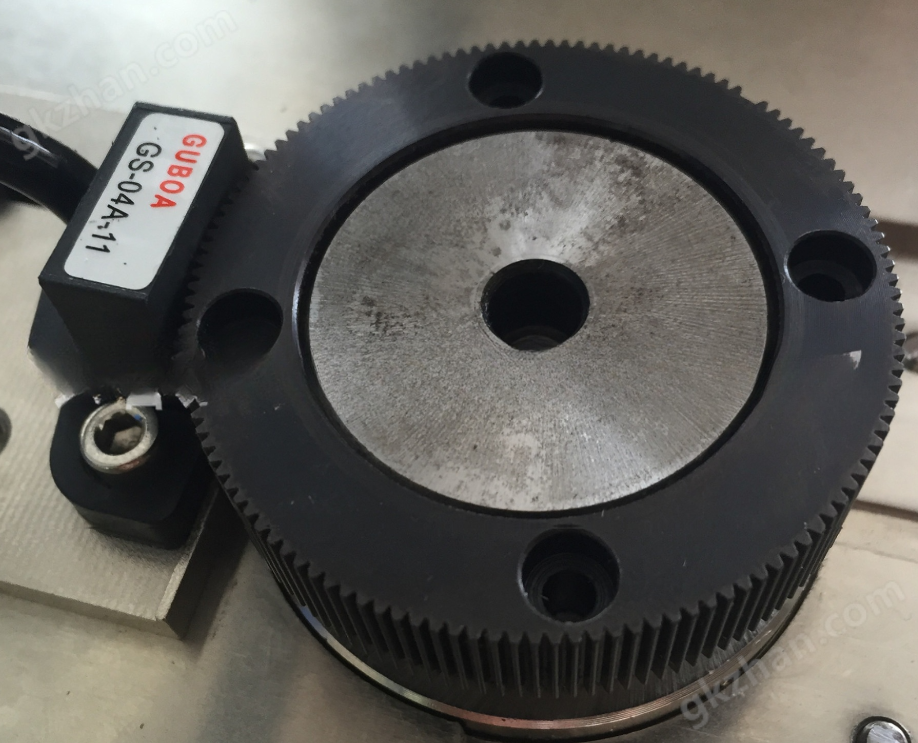
Codeur de broche de centre d'usinage
NégociableMise à jour sur01/07
- Modèle
- Nature du fabricant
- producteurs
- Catégorie de produit
- Lieu d'origine
Vue d'ensemble
Le codeur de broche (codeur à induction magnétique) est basé sur l'aimant, intégrant l'élément magnétique sensible, conçu comme une tête de détection sans contact à induction magnétique pour induire le nombre de dents sur l'engrenage et traiter le signal de correction ou de division en 1vpp ou TTL.
Détails du produit
I. application du codeur dans les machines - outils
Depuis l'avènement de la technologie CNC au milieu du XXe siècle, les machines - outils CNC ont révolutionné l'industrie de la fabrication de machines. La machine d'usinage CNC a les caractéristiques suivantes: bonne flexibilité d'usinage, haute précision d'usinage, productivité élevée, intensité de travail réduite de l'opérateur, amélioration des conditions de travail, propice à la modernisation de la gestion de la production et à l'amélioration des avantages économiques. Machine CNC est un produit hautement mécatronique machine CNC à grande vitesse, haute précision, composite, intelligent, ouvert, en réseau, multi - axialisé, vert et autres tendances de développement.

II. Tendances de développement des machines CNC
1, haute vitesse: avec le développement à grande vitesse de l'automobile, de la défense, de l'aviation, de l'espace et d'autres industries, ainsi que l'application de nouveaux matériaux tels que les alliages d'aluminium, les exigences de haute vitesse pour l'usinage des machines - outils CNC sont de plus en plus élevées.
(1) vitesse de la broche: la machine - outil adopte la broche électrique (moteur de broche intégré), la vitesse de la broche peut atteindre 200 000 R / min;
(2) vitesse d'avance: à une résolution de 0,01 μm, la grande vitesse d'avance atteint 240 m / min et l'usinage précis de surfaces complexes peut être obtenu;
2, haute précision: les exigences de précision des machines - outils CNC ne sont plus limitées à la précision géométrique statique, la précision du Mouvement des machines - outils, la déformation thermique et la surveillance et la compensation des vibrations sont de plus en plus appréciées.
(1) Améliorer la précision du contrôle du système CNC: l'utilisation de la technologie d'interpolation à grande vitesse pour réaliser une alimentation continue avec de minuscules segments de programme pour affiner l'unité de contrôle CNC et adopter un dispositif de détection de position à haute résolution pour améliorer la précision de la détection de position (le Japon a développé un servomoteur à courant alternatif équipé d'un détecteur de position caché de 106 impulsions / tour, dont la précision de détection de position peut atteindre 0,01 μm / impulsion), le système d'asservissement de position adopte des méthodes telles que le contrôle d'alimentation avant et le contrôle non linéaire;
(2) adoptez la technologie de compensation d'erreur: adoptez des techniques telles que la compensation de jeu inverse, la compensation d'erreur de pas de vis de tige de soie et la compensation d'erreur d'outil pour la compensation complète de l'erreur de déformation thermique et de l'erreur spatiale de l'équipement
3, la signification de la machine Composite Composite fonctionnelle se réfère à la réalisation ou à l'achèvement, dans la mesure du possible, d'un certain nombre d'éléments du traitement de l'ébauche au produit fini sur une machine - outil. Selon ses caractéristiques structurelles, il peut être divisé en deux catégories de type composite de processus et de type composite de processus. Processus de type Composite Machines - outils telles que alésage - fraisage - forage Composite - Centre d'usinage, tournage - fraisage Composite - Centre de tournage, fraisage - alésage - forage Composite - Centre d'usinage composite, etc; Processus machines - outils composites telles que les machines - outils composites à usinage Multi - axes Multi - facettes et les centres de tournage à double broche, etc.
Iii. Paramètres techniques
1, retard: 00 (% F.S.)
2, résolution: 1000000p / R
3, fréquence sonore maximale: 500khz
4, vitesse de rotation la plus élevée: 100000prm
5, signal de sortie: type analogique
6, vitesse de rotation la plus élevée: 100000prm
Iv. Application du produit
1, détection de position de la machine - outil et retour;
Mesure de la vitesse, du positionnement du moteur et de la broche;
3, d'autres applications spéciales de banc;
V. principe de mesure
Les codeurs à induction magnétique sont basés sur des aimants, intégrant des éléments magnétiques sensibles, conçus comme des têtes de détection sans contact à induction magnétique pour détecter le nombre de dents sur les engrenages et traités en 1vpp ou TTL (RS422 Line Driver) avec un signal de correction ou de division de circuit.







